客戶咨詢熱線:
15270896115
INARI M06 / M12是出于希望日常從事研究開發(fā)的人們能夠在安靜的桌面上進行成型的考慮而誕生的產(chǎn)品。以往,提到注塑成型機,指的是動輒幾十噸的大型機器。這需要大型模具,因此消失的“小創(chuàng)意"也不少。使用INARI,可以在桌面上安靜地進行成型,而且不會打擾現(xiàn)場工作人員,可以專心進行成型。
INARI于2017年發(fā)布,已經(jīng)成為越來越多進行注塑成型試制的人們的標(biāo)準(zhǔn)工具。我們相信,研究人員和發(fā)展人員內(nèi)心深處的“小小創(chuàng)意"將通過INARI實現(xiàn),并誕生眾多的制造革命。

一般的的注塑機是通過將壓桿(推桿)直接接觸并壓入熔融的顆粒來工作的。與此不同,“INARI"開發(fā)了一種獨特的結(jié)構(gòu),通過未熔化的顆粒來壓入熔化的顆粒。
通過這種方式,不僅可以防止材料纏繞在壓桿上,還能通過隔離熔融的顆粒與空氣中的氧氣來防止材料變色。重新審視注塑機的結(jié)構(gòu),實現(xiàn)了高維護性和功能性。

一般的的手動注射成型機是在成型時將材料注入到模具中,并且使活塞壓入模具。由于這種方式會通過活塞直接將壓力傳遞到模具上,因此模具很容易發(fā)生變形或損壞。

對此,“INARI"采用了新的結(jié)構(gòu),使成型時“施加在模具上的力"和“施加在材料上的力"得以分離。此外,通過考慮模具與氣缸端部的接觸面變大,成功減輕了模具的負(fù)擔(dān)。


分割式氣缸由于噴嘴和氣缸管道可以分開,因此可以輕松去除內(nèi)部剩余的材料。此外,通過進行噴砂處理和電鍍處理,可以抑制材料的粘附。氣缸的清理變得簡單,從而實現(xiàn)無壓力的材料更換。

通過將本體橫向放置,設(shè)計采用了在顆粒供應(yīng)時按軸和框架不會造成妨礙。這樣,在供應(yīng)顆粒時無需移動氣缸和按軸的位置,也不需要在供應(yīng)后進行位置調(diào)整。由于供應(yīng)口設(shè)計不會變熱,因此也不用擔(dān)心顆粒在供應(yīng)時會融化并附著。


通過以氣缸端部的切槽標(biāo)記為基準(zhǔn),分別調(diào)整上下方向和左右方向的導(dǎo)板,模具的位置對齊得以順利完成。對于相同的模具,無需在每次成型時進行位置調(diào)整,從而能夠在更短的時間內(nèi)生產(chǎn)更多的零件。
外形寸法

固定用螺孔的位置(上面圖)

氣缸尺寸

可安裝的型號尺寸

外形寸法

固定用螺孔的位置(上面圖)

氣缸尺寸

可安裝的型號尺寸


▲ 左:INARI M06的成型樣品(假餌)6cc
右:INARI M12的成型樣品(假餌)12cc

▲ 左:INARI M06的成型樣品(托盤)6cc
右:INARI M12的成型樣品(托盤)12cc

加工機本體

耐熱手袋
其他需要準(zhǔn)備的事項請參閱這里。
INARI M06
INARI M12
成形實績有的材料
通用塑料:
PP、PS、HDPE、LDPE、ABS、TPE、EVA、PMMA、PVA、PVC
工程塑料:
PBT、PA6、POM
可持續(xù)材料:
PP/纖維素纖維40%、米樹脂、LIMEX、PLA、PBS
最大押出量
6立方厘米
12立方厘米
加熱溫度上限
270°C
加壓能力
把手可以掛上70公斤,最大約1噸
可安裝的型號尺寸
厚度70毫米以下、高度91毫米以下 橫向尺寸無限制
厚度95毫米以下、高度116毫米以下 橫的尺寸沒有限制
重量
9.1千克
15.5千克
電源
AC100V 50/60Hz
消耗電力
250瓦
外形寸法
寬:668.7毫米
寬 手柄展開時:803.9毫米
深:98.7毫米
高:224.5毫米
高 手柄展開時:719.3毫米
寬:1012毫米
展開時的寬手柄:1204.3毫米
深:111.5毫米
高:278.9毫米
展開時的高手柄:1037.3毫米
成形條件
| 成形品 | 2段齒輪(無嵌入螺母) |
|---|---|
| 材料 | PP(黑色) |
| 使用機種 | INARI M06 |
| 加熱溫度 | 200℃ |
| 射出時間 | 約1秒 |
| 保壓時間 | 約2秒 |
| 1周期所用時間 | 約1分鐘 |

成形品
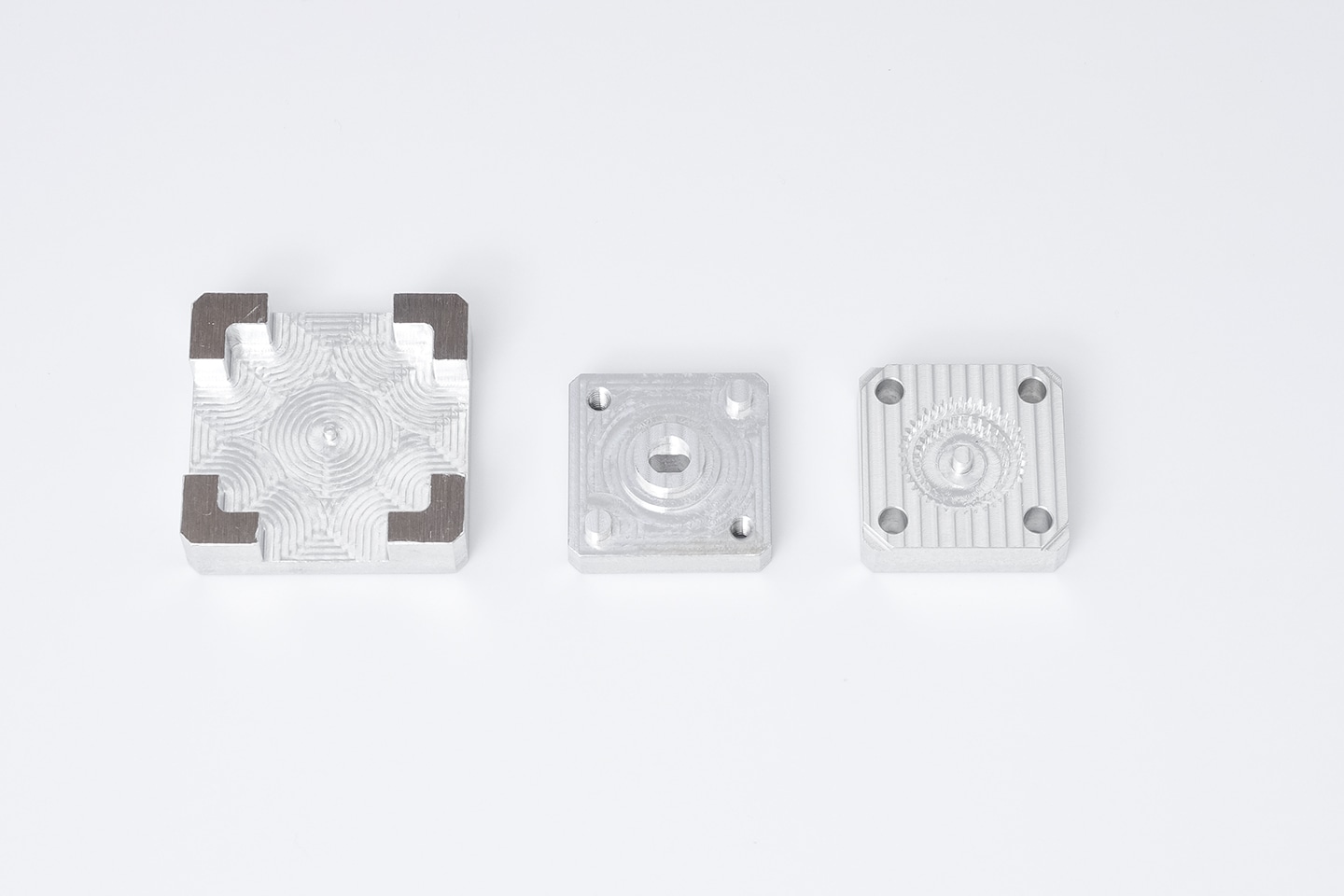
成形に使用した型 使用成形的模具
測定結(jié)果
在上述成型條件下進行100個成型,并測量每個成型品的重量。
| 平均值 | 0.536克 |
|---|---|
| 最大值 | 0.543克(平均值 +0.007克) |
| 最小值 | 0.530克(平均值 -0.006克) |
| 誤差范圍 | ±1.3% |
